我们的现场实拍视频将带您走进【陇南】(本地)【螺旋管】09CuPCrNi-A工字钢产地直供产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【陇南】(本地)【螺旋管】09CuPCrNi-A工字钢产地直供的图文介绍
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
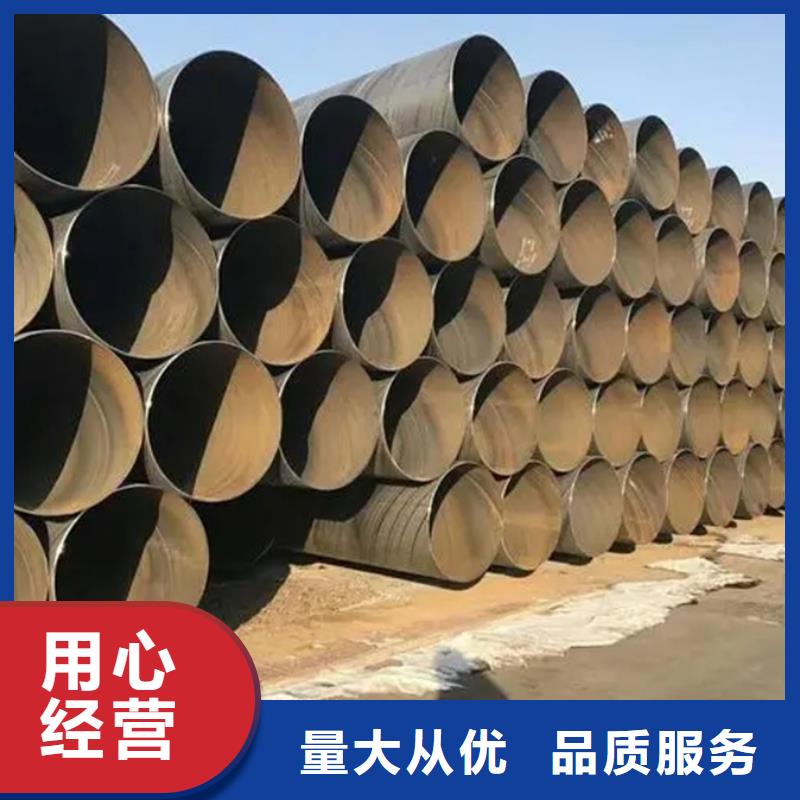
2.陇南防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.陇南防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.陇南防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.陇南防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.陇南镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
陇南09CuPCrNi-A钢板、品种齐全、质量稳定、价格优惠、送货及时,多年来公司以诚信专业的作风赢得了广大客户的认可和好评。“质量为本,服务为魂”是我们公司一贯秉承的经营理念,苏沪金属制品有限公司将一如既往的为每一位客户提供高质量而廉价的 陇南09CuPCrNi-A钢板、产品外,还提供高效率而优质的服务!欢迎广大客户朋友来电咨询洽谈!
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
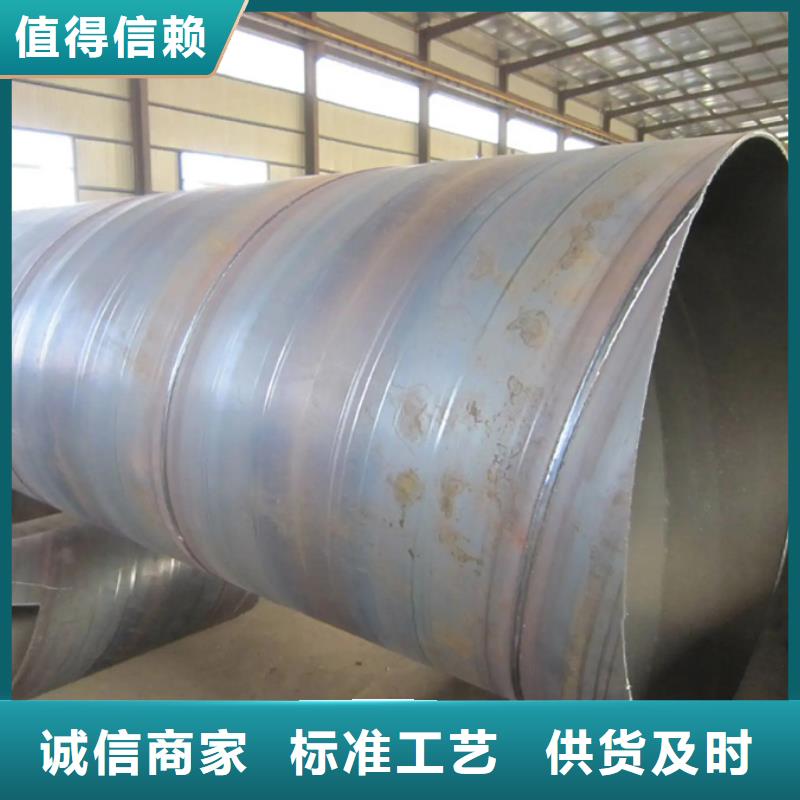
3.陇南大口径螺旋管发泡聚氨酯层:确保物质温度,确保外护管表面维持常温。 4.陇南大口径螺旋管隔绝、反射层:确保有机泡沫材料不进入无机硬质耐热层;反射耐热层部分热量。 5.陇南大口径螺旋管无机硬质隔热层:耐热,确保与有机隔热层之间的页面温度,确保泡沫不被碳化。 6.陇南大口径螺旋管减阻层:确保工作钢管热涨冷缩随意运动。 7.陇南大口径螺旋管工作钢管:确保输送物质正常流动。
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
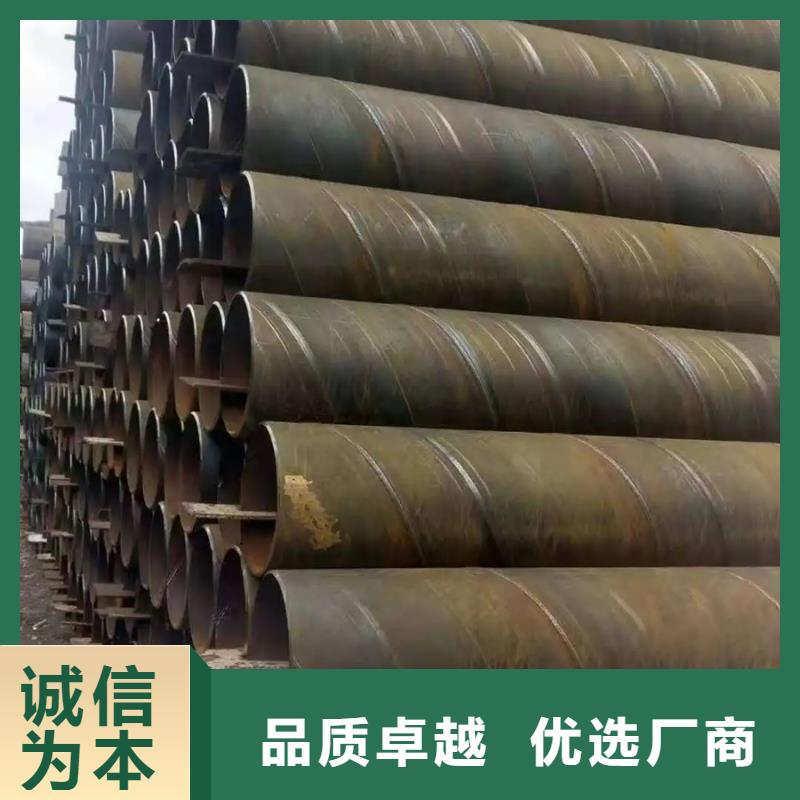
常用的两种带颈法兰形式 a)陇南16mn螺旋管插入对接形式 b)陇南16mn螺旋管直接对接形式8.6.3.2法兰选型国内的带颈法兰主要有对焊螺旋焊管和平焊两种形式。带颈对焊法兰仅有一条环向焊缝,工作量相对较小,其焊缝等级要求高但焊缝质量可检测,只要工艺措施控制得当,质量容易得到保证 陇南16mn螺旋管带颈平焊法兰有两条角焊缝,工作量相对较大,其焊缝等级要求低但焊缝质量检测困难,焊缝质量难以控制,而且两条角焊缝离开较远,实际受力不均匀。此外,平焊法兰与钢管的连接方式是钢管插入法兰颈内,这容易在钢管外壁与法兰颈内壁之间产生一定的间隙,如果角焊缝存在砂眼、夹渣等法兰酸洗时。
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于陇南Q235螺旋管焊接方便,价格便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")
【螺旋管】09CuPCrNi-A工字钢产地直供")



 扫一扫
扫一扫